In 2008 R&PC ANOD was requested by the AHEMA company (Lithuania) for assistance in resolving the problem with CB 160/210 ammoniac pumps intended for pumping-over of ammonium hydroxide solution. The pumps were sectional two-bearing ones equipped with rolling bearings allocated at external bearings, with stuffing-box shaft seal and a pressure casing made of stainless steel. The mounting seats, bearing units, groove seals of wheels were “dead-worn” as a result of operating, numerous repair and disassemble works. Before modification of the pump, these mounting seats, bearing units, groove seal were restored, the impeller wheels were replaced.
In the course of designing of the project the following solutions were offered:
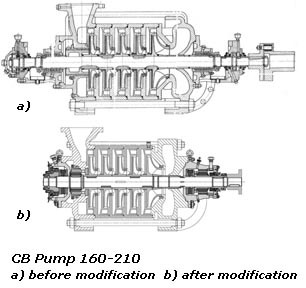
The spare space after removal of balance piston was used for installation of the supporting bearing and the second shaft supporting bearing was installed at the opposite side in the sealing chamber area. The distance between supports with the same size shaft diameter was decreased for nearly 500 mm. Shaft stiffness was increased for more than twice. Vibration characteristics of the pump were also improved.
The frame of the pump did not change, and vacant space was used for installation of modern plate coupling. The pump design became perfect.
After installation and start up works of the modified pump, the portable vibrometer showed vibration velocity less than 1 mm/sec. Current motor load was reduced also.
Today there are 3 reconstructed pumps in operation in AHEMA company. Within last 3 years no repair works were performed. Vibration condition and pump characteristics do not digress as compared with their initial values.
